











Forts de plus de 20 ans d'expérience dans le domaine des moules d'injection, nous proposons des services de conception et de fabrication de pièces moulées par injection. Nous prenons en charge tous vos projets, de la conception à la fabrication, en passant par l'analyse des flux de production, l'analyse de l'usinage par moule et la production de rapports de tests, afin de garantir le bon déroulement de la production. Nous sommes fiers de la qualité de nos moules, de la garantie de la qualité de nos produits et de la ponctualité de nos livraisons. Notre équipe d'ingénieurs professionnels vous accompagnera dans vos projets, vous facilitant la tâche et vous garantissant confort et simplicité.
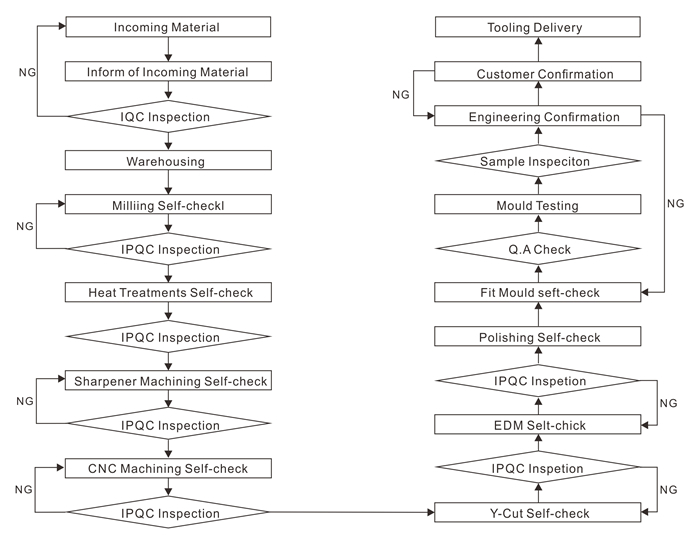
Département de fabrication de moules et procédure du système qualité
Directives de conception de moules en plastique
Taille
Le contour maximal de la pièce pouvant être moulée est d'environ 480 mm (18,9 po) sur 751 mm (29,6 po), soit environ 1 129 cm² (175 po²). Le volume maximal de la pièce est d'environ 59 po³. La profondeur peut atteindre 101 mm (4 po) à partir du plan de joint avec 3 degrés de dépouille, ou 202 mm (8 po) au total si le plan de joint peut passer par le milieu de la pièce, à l'intérieur comme à l'extérieur. Les pièces plus profondes sont limitées à un contour plus petit.
Brouillon
La dépouille appliquée aux faces de la pièce, qui les empêche d'être parallèles au mouvement d'ouverture du moule, est appelée dépouille. Elle permet d'éviter que la pièce ne soit endommagée par le raclage lors de son éjection du moule. Dépouille recommandée :
0,5 degré sur toutes les faces verticales est fortement conseillé.
2 degrés fonctionnent très bien dans la plupart des situations.
3 degrés est le minimum pour un arrêt (métal glissant sur métal).
3 degrés sont nécessaires pour une texture légère (PM-T1).
5 degrés ou plus sont nécessaires pour une texture épaisse (PM-T2).
Tolérances
En règle générale, Proto Labs peut maintenir une tolérance d'usinage de ± 0,003 po (0,08 mm) avec une tolérance de résine incluse qui peut être supérieure mais pas inférieure à ± 0,002 po/po (0,002 mm/mm).
Épaisseur de paroi
Pour les pièces moulées par injection, une épaisseur de paroi appropriée (et uniforme) permet d'éviter des problèmes potentiels tels que les retassures et les déformations. Les épaisseurs recommandées varient selon le matériau :
| Résine | Pouces |
| ABS | 0,045 - 0,140 |
| Acétal | 0,030 - 0,120 |
| Acrylique | 0,025 - 0,500 |
| polymère à cristaux liquides | 0,030 - 0,120 |
| Plastiques renforcés de fibres longues | 0,075 - 1,000 |
| Nylon | 0,030 - 0,115 |
| Polycarbonate | 0,040 - 0,150 |
| Polyester | 0,025 - 0,125 |
| Polyéthylène | 0,030 - 0,200 |
| sulfure de polyphénylène | 0,020 - 0,180 |
| Polypropylène | 0,025 - 0,150 |
| Polystyrène | 0,035 - 0,150 |
| Polyuréthane | 0,080 - 0,750 |
Finition de surface : Proto Labs propose plusieurs finitions standard pour les pièces moulées par injection. Nos finitions actuelles incluent les finitions non cosmétiques, à faible empreinte et électroérosion ; la texturation par microbillage ; et le polissage de moules haut de gamme.
Finitions standards (de la moins chère à la plus chère) :
| PM-F0 : | Non cosmétique : finition à la discrétion de Protomold |
| PM-F1 : | Faible esthétique : la plupart des traces d'outils ont été supprimées |
| PM-F2 : | Non cosmétique : discrétion Protomold, finition EDM et/ou marques d'outils autorisées |
| SPI-C1 : | Pierre de grain 600, 10-12 Ra |
| PM-T1 : | Texture Protomold, SPI-C1 suivi d'un grenaillage léger |
| PM-T2 : | Texture Protomold, SPI-C1 suivi d'un grenaillage à billes moyennes |
| SPI-B1 : | Papier de grain 600, 2-3 Ra |
| SPI-A2 : | Diamant Buff de grade n° 2, 1-2 Ra |
« PM » dans le tableau signifie une finition de surface ajustée pour s'adapter au processus de moulage par injection rapide, tandis que SPI (The Society of the Plastics Industry) désigne une finition standard de l'industrie.
Rayons
Comme Proto Labs utilise un procédé de fraisage CNC automatisé pour fabriquer le moule de vos pièces, certains angles présenteront un rayon plutôt qu'une arête vive. Cela ne nécessite généralement pas de modification du modèle, mais le concepteur est informé de ces rayons avant la fabrication du moule.
broches d'éjection
Le procédé de moulage par injection de Proto Labs utilise des éjecteurs de différentes tailles pour extraire la pièce en plastique du moule après solidification. La taille et la disposition de ces éjecteurs sont choisies pour minimiser l'impact sur la conception de votre pièce. Les éjecteurs ont une taille comprise entre 1,6 mm et 12,7 mm, les tailles supérieures à 1,6 mm étant privilégiées.
Contre-dépouilles
Notre procédé de moulage permet des contre-dépouilles simples dans la géométrie de vos pièces. Dimensions maximales du noyau latéral :
| Largeur | Hauteur | Tirer |
| ≤ 8,419 po | ≤ 2,377 po | ≤ 2,900 po |
| ≤ 213,84 mm | ≤ 60,38 mm | ≤73,66 mm |
Matériels
Proto Labs propose des centaines de résines thermoplastiques pour le moulage par injection, offrant de nombreux avantages pour de nombreuses applications et industries. Consultez la liste complète des matériaux.
- ABS
- ABS/PC
- Acétal
- Copolymère d'acétal
- Homopolymère d'acétal
- ETPU
- PEHD
- LCP
- PEBD
- PEBDL
- Nylon 6
- Nylon 6/12
- Nylon 66
- PBT
- PC/PBT
- COUP D'OEIL
- Île-du-Prince-Édouard
- ANIMAL DE COMPAGNIE
- PETG
- PMMA
- Polycarbonate
- Polypropylène
- PPA
- EPI/PS
- PPS
- PS
- Bloc d'alimentation
- SB
- TPE
- TPU
- TPV






