Comme mentionné précédemment, lorsque la masse fondue est refroidie sans remplir la cavité du moule, ou que la masse fondue ne se remplit pas complètement après avoir coulé dans la cavité, on parle de moulage par injection à injection courte.
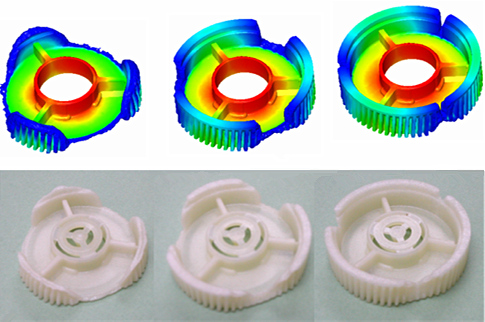
Nous analysons les causes d'une injection insuffisante. Aujourd'hui, nous allons voir comment améliorer une injection insuffisante.
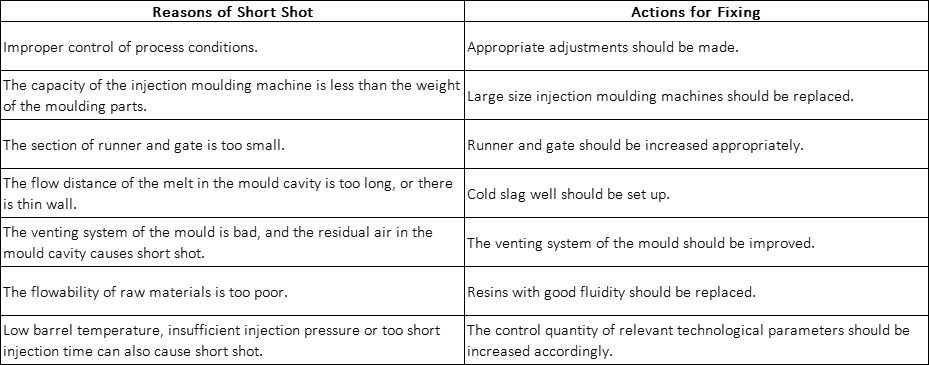
Voici la liste des points de contrôle de tir courts :
1) Contrôle inapproprié des conditions du processus.
2) La capacité de la machine de moulage par injection est inférieure au poids des pièces moulées.
3) La section du patin et de la porte est trop petite.
4) La distance d'écoulement de la masse fondue dans la cavité du moule est trop longue ou il y a une pièce à paroi mince.
5) Le système de ventilation du moule est défectueux et l'air résiduel dans la cavité du moule provoque un tir court.
6) La fluidité des matières premières est trop faible.
7) Une température basse du canon, une pression d'injection insuffisante ou un temps d'injection trop court peuvent également provoquer un tir court.
Les actions de fixation du plan court en conséquence :