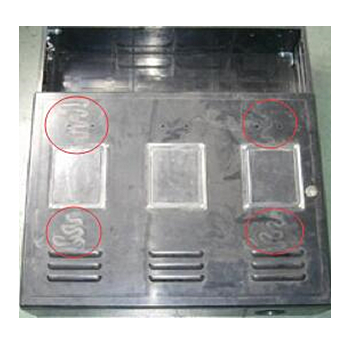
Lors de l'injection d'une pièce en plastique, le seuil d'injection est plus petit, tandis que l'espace de la cavité du moule est relativement plus grand. À ce stade, la résine refroidit avant d'être complètement injectée dans le moule. Par conséquent, des marques fluides subsistent à la surface de la pièce, telles un serpent rampant. C'est ce que nous avons abordé aujourd'hui : la marque de serpent.
Pour résoudre ce problème, il est important de ralentir la vitesse de tir afin de minimiser le phénomène de tassement inversé sur la paroi opposée de la porte de poinçonnage direct en résine. Voici quelques solutions pour inspecter et corriger les marques de serpent :
1. Augmenter la température du moule et améliorer les conditions de fusion
2. Augmenter la température du cylindre de chauffage
3. Augmenter la température de la buse
4. Réduisez la vitesse de tir près de la porte
5. Augmenter la surface de la section de la porte
Avec l'augmentation de la section transversale de la porte, le débit de résine à travers la porte sera ralenti en conséquence, et l'effet attendu de la réduction du débit d'injection est le même.
6. Changer la position de la porte
7. Examen des types de portes
Il est possible de réviser les portes latérales, les portes en éventail et d'autres types de portes avec une large gamme.
Mots clés :

















